

Çêkirina Firêna Çapemeniyê ya CNC ya Kalîteya Bilind
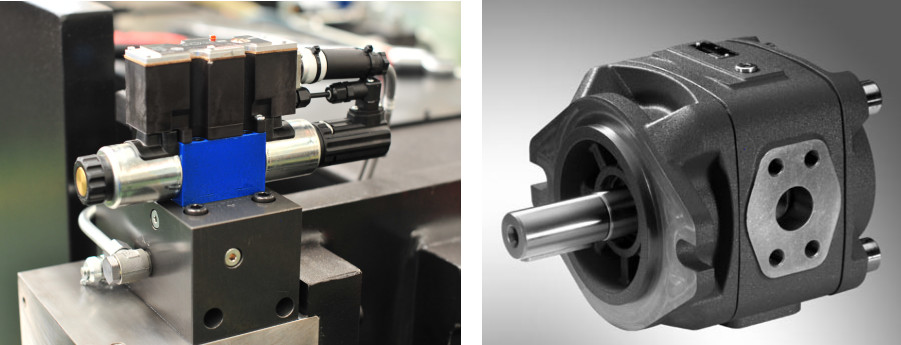
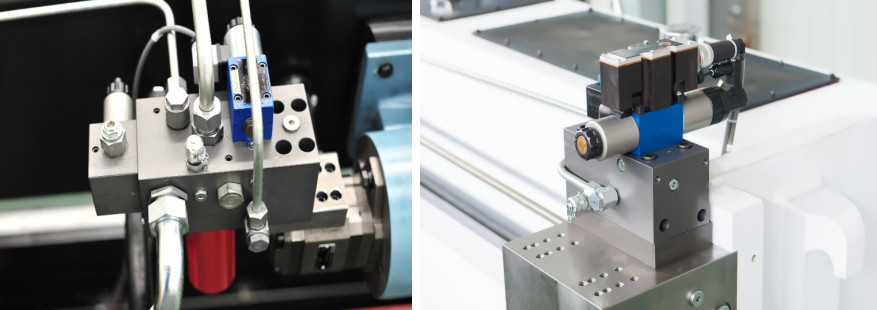
1. Sîstema elektro-hîdraulîk tê bikaranîn ku du silindirên kontrol bikin da ku rastbûna kontrolkirina hevrêzkirî ya bilind, rastbûna ketina bilind, û rastbûna vesazkirinê bistînin.
2. Sîstema tezmînata otomatîk a xwarbûna mekanîkî ji bo çareserkirina bandora deformasyona slider di dema pêvajoya xwarbûnê de li ser kalîteya perçeyê tê bikar anîn. Mîqdara tezmînatê ji hêla pergala CNC ve bixweber tê verast kirin da ku rastbûnê hêsan bike.
(1) Makîne bi avahiyek du-alî ya verastkirinê tê tezmînkirin, ku dikare tezmînata rêça transversal û dirêjahî ya makîneyê têr bike.
(2) Rêbaza tezmînata xala tîr tê pejirandin da ku rastbûna xwarbûnê rasttir bibe.
(3) Dema ku tezmînata materyalê ya qalindahiya plakaya heman tezmînatê di cih de tê xwarkirin, ji tezmînata hîdrolîk û tevgera paş û pêş a avahiyê cuda ye, tezmînata mekanîkî deformasyona westandina maseya kar a makîneyê pir kêm dike û temenê karûbarê wê zêde dike;
(4) Ji bo kontrolkirina rastbûna tezmînatê kêmkerek taybetî û potansiyelek rastbûna bilind bikar bînin.
(5) Ji ber ku ev cîhaz ji avahiya sê-plaqeyî ya maseya xebatê ya tezmînata hîdrolîk cuda ye, sêwirana maseya xebatê ya yek-plaqeyî dipejirîne, ku dikare bi bandor destwerdana di xwarbûna perçeya kar de asteng bike.
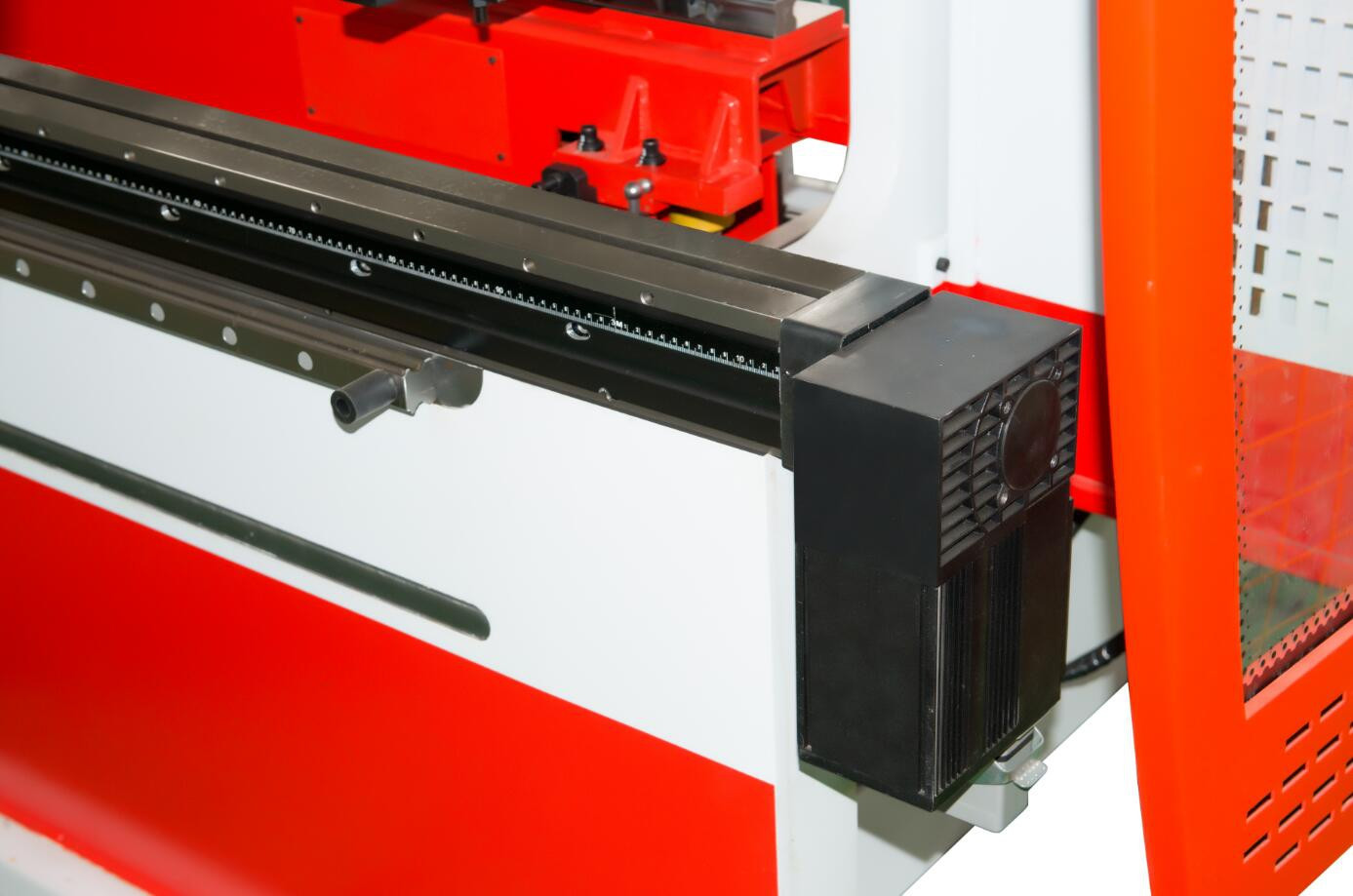
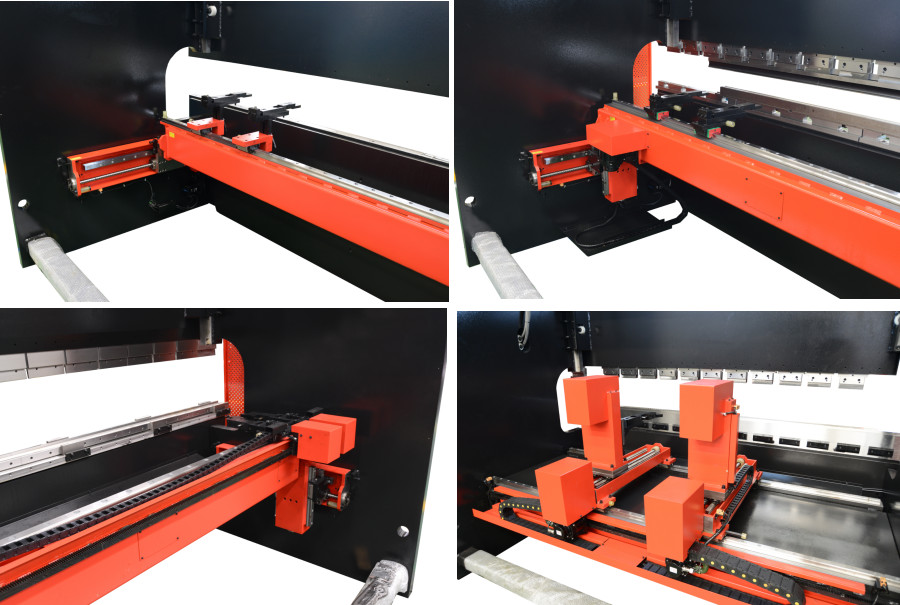
3. Paşpîvana pir-fonksiyonel ku dikare di 6 tewereyan de were berfireh kirin, ango, tewereyên X1 û X2 ji bo paş û pêş, tewereyên R1 û R2 ji bo jor û jêr û Z1 û Z2 ji bo çep û rastê. Çemandina perçeya kar dikare bi awayekî nerm were pêkanîn.
4. Çarçove piştî weldingê di demekê de tê civandin, ew ji hêla navenda pêvajoya CNC pentahedron ve tê pêvajoy kirin, ku rastbûna hişkbûnê û pêvajoyê ya çarçoveyê misoger dike.
5. Pergala kontrolkirina hîdrolîk a yekbûyî boriyê kêm dike, bi vî rengî rê li ber rijandina neftê digire û aramiya performansê baştir dike, her weha xuyangê makîneyê xweşik dibe.

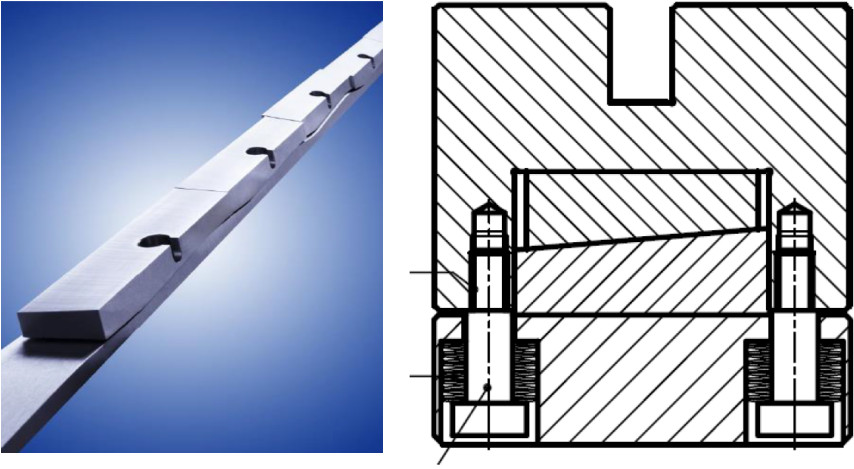
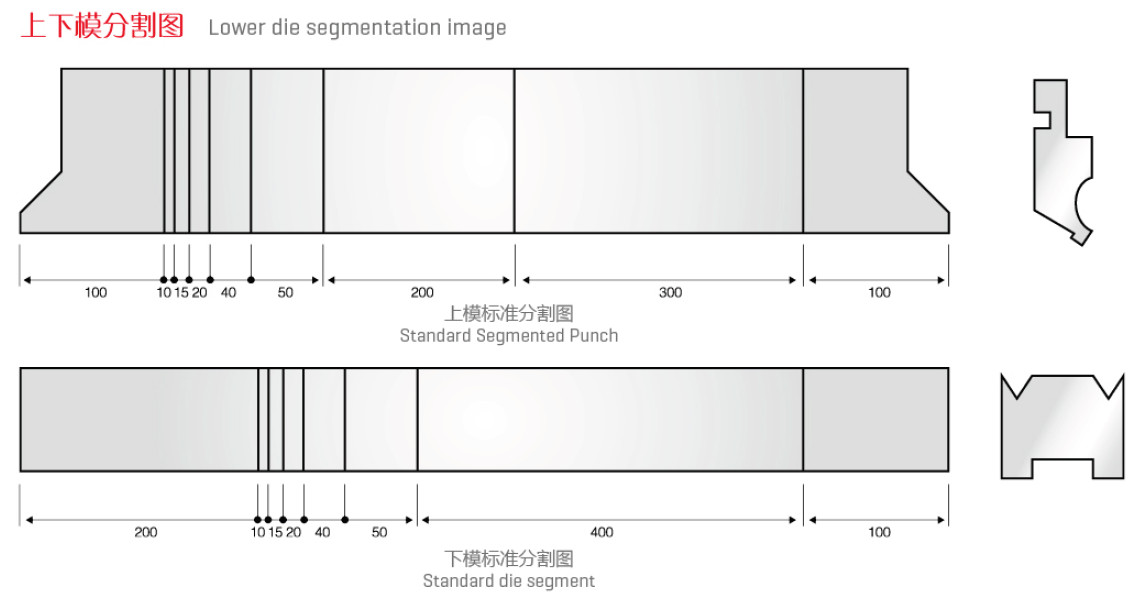
6. Punchê perçekirî dikare li gorî hewcedariya xwarbûna perçeya taybetî ya kar bi dirêjahiya diyarkirî re were hevber kirin.
7. Otomatîkkirina otomatîkî ya hîdrolîk an jî girtina bilez a mekanîkî dikare wekî vebijarkek ji bo kêmkirina barê kar û baştirkirina karîgeriya xebatê were saz kirin.

8. Sîstema CNC sîstema Delem CNC dipejirîne. Ev sîstema CNC bi devreya elektronîkî ya herî dawî, dîmendera TFT ya rengîn a rastîn bi rêjeya çareseriya bilind û menuyek pirzimanî ve tê pêşkêş kirin. Ew sîstema kontrolkirina pola yekem e ji bo makîneya xwarkirinê li seranserê cîhanê.
9, Amûra tezmînata qirikê ya celebê C di bin qirikê makîneyê de tê sazkirin, ku bi amûra tespîtkirinê ve girêdayî ye. Deformasyona piçûk a hêza xwarbûnê bandorê li rastbûna pîvandina pergalê nake, û rastbûna xwarbûnê ya her qalindahî û her plakaya materyalê dikare were misoger kirin.
١٠、Piştgira pêşiyê û rêbera lînkê tevgerê hêsantir dike


Pergala kontrola CNC ya Delem DA66T bi asta pêşkeftî ya navneteweyî
1. Sîstema xebitandinê ya WINDOWS®-ê ya tevahî, dikare makîneyê tavilê bigire;
2. Hilbijartina pirzimanî bi karanîna hêsan;
3. Sêwirana xuyangê ya modayî bi operasyona li ser mirovan;
4. Avahiya modulê ya aqilmend, pergal dikare di 24 eksan de were dirêj kirin;
5. Dîmendera LCD ya rengîn a rastîn a 17" TFT, bernamekirina grafîkî ya 2D;
6. PLC-ya çêkirî ji bo kêmkirina sêwirana devreyê û zêdekirina pêbaweriyê;
7. Porta mişkê USB, porta klavyeyê;

8. Kombûna otomatîkî ya dema xebata makîneyê û demên westandinê;
9. Berhevkirina otomatîkî ya prosedûra xwarbûnê û simulasyona xwarbûnê;
10. Bi rêjeya 1:1:1 û bi formata grafîkî, bêyî xuyangê makîneyê, amûr û perçeya kar zoom bikin;
11.Awayên dîjîtal, grafîkî û yên din ên bernamekirina qalibê, qaliba dûz, qaliba kevanek mezin, qaliba xêza pir-V, qaliba xêza V ya guhêrbar;
12, databasa sererastkirina goşeyê ya otomatîk, tabloya toleransa xwarbûnê ya xwe-fêrbûnê û fonksiyona tespîtkirina pevçûnê ya hemî-alî, berhemên bermayî ji holê radike;
13. Sîstema alarma çewtiyê ji bo dûrketina ji xirab-xebatê;
14. Kapasîteya bîrê 1G
15. Teşhîsa ji dûr ve;
16. Nermalava analîza taybet a makîneyê, çavdêriya demrast;
17. Nermalava bernamekirina ne-serhêl a taybet dikare dema bernamekirinê kêm bike û karîgeriyê zêde bike;
18. sîstema rêveberiya pelan a çandî, edîtorê nivîsê;
19. Operasyona tandem;
20. Panela operasyonê bi rawestandina acîl, sliderê tevgera destan û perspektîfa ergonomîkê ve hatî çêkirin.
Sîstema T-3500TCNC
1 Pergala xebitandinê ya WINDOWS-ê ya demrast bikar bîne, dikare girtina yekser pêk bîne;
2 celeb vebijarkên ziman, dikarin li ser navrûya Îngilîzî werin saz kirin, karanîna wê hêsan e;
3 sêwirana modayê, karanîna wê hêsan e, li gorî mirovan tevdigere;
4 çar eksên standard, modulên zêde, piştgirî didin heta şeş eksan;
Ekrana rengîn a rastîn a 5.10" TFT, ekrana destikê LCD, pirdestî, bernamekirina grafîkên du-alî, dîmendera 3D;
6 fonksiyona PLC-ya çêkirî, sêwirana devreyê kêm dike, pêbaweriyê zêde dike;
7. Navrûya mişkê USB, navrûya klavyeyê;
8 demjimêrên xebatê yên otomatîk û demên xwarbûnê;
9, grafîkên dîjîtal û 2D bernameya tevahî ya destdanê, dîtina 3D ya pêvajoya bendkirinê, berhevkirina otomatîkî ya pêvajoya bendkirinê û simulasyona bendkirinê;
10. Li gorî grafîkan, şeklê makîneyê, qalib û perçeya kar bi awayekî azad di 1:1:1 de têne zoomedkirin.

11, rêbazên dîjîtal, grafîkî û yên din ên bernamekirina qalibê, qaliba dûz, qaliba kevana dorhêl a mezin, qaliba xêza pir-V, qaliba xêza V ya guhêrbar;
12. Sîstema alarma çewtiyê ji bo dûrketina ji xirab-xebatê;
13. Kapasîteya bîrê 1G
14. Nermalava analîza taybet a makîneyê, çavdêriya demrast;
15. sîstema rêveberiya pelan a çandî, edîtorê nivîsê;
16. Operasyona tandem;
17. Panela operasyonê bi rawestandina acîl, sliderê tevgera destan û perspektîfa ergonomîkê ve hatî çêkirin.
Frena Çapa CNC; frena çapa cnc; makîneya frena çapa cnc; frena çapa hîdrolîk a cnc; frena çapa cnc ji bo firotanê; frena cnc; frena pelê metal a hîdrolîk; makîneya frena çapa hîdrolîk a cnc; frena pelê metal a cnc frena çapa rast ji bo firotanê; frena metal a cnc; makîneya frena çapa; makîneya xwarkirina frena çapa hîdrolîk a cnc; makîneya frena çapa hîdrolîk
Pergala CNC ya Holland DELEM DA52
1 Pergala xebitandinê ya WINDOWS-ê ya rast-dem bikar bînin, dikarin girtina tavilê pêk bînin
2. Hilbijartina pirzimanî bi karanîna hêsan;
3. Sêwirana xuyangê ya modayî bi operasyona li ser mirovan;
4. Avahiyek modular a aqilmend, pergal dikare 4 axan bi nermî dirêj bike
5. Dîmendera TFT LCD ya 7";
6. PLC-ya çêkirî ji bo kêmkirina sêwirana devreyê û zêdekirina pêbaweriyê;
7. Porta mişkê USB, porta klavyeyê, porta RS232, porta PLC ya ewlehiyê;
8. Kombûna otomatîkî ya dema xebata makîneyê û demên westandinê;
9. Bernamesaziya dîjîtal;
10. Bernamekirina qalibê moda dîjîtal;
11. Databasa sererastkirina goşeyê ya otomatîk;
12, pergala hişyariya çewtiyê ji bo pêşîgirtina li xeletoperasyonê;
13, kapasîteya bîranînê 64M e;
14, nermalava analîzê ya taybetî, çavdêriya rast-dem;
15, Operasyona Tandem;
16, panela operasyonê bi rawestandina lezgîn ve hatî çêkirin.

Pergala CNC ya Holland DELEM DA53
1 Pergala xebitandinê ya DELEM-LINUX bikar bîne, dikare girtina yekser fêm bike
2. Hilbijartina pirzimanî bi karanîna hêsan;
3. Sêwirana xuyangê ya modayî bi operasyona li ser mirovan;
4. Avahiyek modular a aqilmend, pergal dikare 4 axan bi nermî dirêj bike
5. Dîmendera TFT LCD ya 10";
6. PLC-ya çêkirî ji bo kêmkirina sêwirana devreyê û zêdekirina pêbaweriyê;
7. Porta mişkê USB, porta klavyeyê, porta RS232, porta PLC ya ewlehiyê;
8. Kombûna otomatîkî ya dema xebata makîneyê û demên westandinê;
9. Bernamekirina destdana dîjîtal;
10. Bernamekirina qalibê moda dîjîtal;
11. Databasa sererastkirina goşeyê ya otomatîk;
12, pergala hişyariya çewtiyê ji bo pêşîgirtina li xeletoperasyonê;
13, kapasîteya bîranînê 64M e;
14, nermalava analîzê ya taybetî, çavdêriya rast-dem;
15. Sîstema rêveberiya pelan a çêkirî, edîtorê nivîsê
16, Operasyona Tandem;
17, panela operasyonê bi rawestandina lezgîn ve hatî çêkirin.

| Na. | Terîf | Jimarî | Bingotin |
| 1 | Pelên Operasyonan | Yek set | |
| 2 | Mifteyê Soketa Hexagonal a Hundirîn | Yek set | |
| 3 | Tifinga Rûnkirinê | Yek na. | |
| 4 | Boltê Erdê | Yek set | |
| 5 | Boltê Sererastkirinê | Yek set | |
| 6 | Kontrola Lingan | Yek na. | |
| 7 | Amûrên Standard | Yek set |
1. Rûnê hîdrolîk: rûnê hîdrolîk ê dijî-xişandinê VG46# yê îtxalkirî; û girseya rûnê pêwîst bi taybetmendiya makîneyê ve girêdayî ye;
2. Hêz: 380V, 50HZ, guherîna voltaja 10%-5%
3. Germahiya jîngehê: 0°C - +40°C
4. Şilbûna jîngehê: şilbûna nisbî 20-80%RH (bê kondensasyon)
5. Ji çavkaniya vibrasyona bihêz û destwerdana elektromagnetîk dûr bisekinin
6. Tozek piçûk, bê gaza zirardar an korozîf
7. Li gorî nexşeya bingehê bingehê amade bikin
8. Ji bo rêkeftineke demdirêj wekî operatorê makîneyê, karmendên têkildar ên bi paşxaneya perwerdehiyê ya diyarkirî hilbijêrin.
| Na. | Terîf | Jimarî | Bingotin |
| 1 | Pelên Operasyonan | Yek set | |
| 2 | Mifteyê Soketa Hexagonal a Hundirîn | Yek set | |
| 3 | Tifinga Rûnkirinê | Yek na. | |
| 4 | Boltê Erdê | Yek set | |
| 5 | Boltê Sererastkirinê | Yek set | |
| 6 | Kontrola Lingan | Yek na. | |
| 7 | Amûrên Standard | Yek set |
60T
| Taybetmendî | Yekbûn | PR9 060/2550 | |
| Hêza Çemandina Herî Zêde | KN | 600 | |
| Dirêjahiya Çemkirina Herî Zêde | mm | 2550 | |
| Dûrahiya Stûnê | mm | 2150 | |
| Kûrahiya qirikê | mm | 350 | |
| Lêdana Ramê | mm | 215 | |
| Bilindahiya Girtî | mm | 530 | |
| Nêzîkbûna Lezê | mm/s | 200 | |
| Leza Xebatê | mm/s | 18 | |
| Leza Vegerê | mm/s | 200 | |
| Hêza Motora Sereke | Kw | 7.5 | |
| Sîstema CNC | Pergala Holland Delem DA66T an DA52S an DA53T an T-3500T CNC ku axên Y1, Y2, X, R, Z1, Z2 û tacên mekanîkî kontrol dike. | ||
| Kapasîteya Tanka Petrolê | L | 300 | |
| X Pişt | Tamî | mm | ±0.1 |
| Lêdan | mm | 500 | |
| Zûbûnî | mm/s | 400 | |
| Erk | Kw | 0.85 | |
| R Pişt | Tamî | mm | ±0.1 |
| Lêdan | mm | 200 | |
| Zûbûnî | mm/s | 200 | |
| Erk | Kw | 0.85 | |
| Z1, Z2 Pişt | Tamî | mm | ±0.1 |
| Lêdan | mm | 1250 | |
| Zûbûnî | mm/s | 1200 | |
| Erk | Kw | 0.75 | |
| Pîvana Kûrtê | Dirêjî | mm | 3400 |
| Berî | mm | 1400 | |
| Bilindî | mm | 2510 | |
100T
| Taybetmendî | Yekbûn | PR9 100/3100 | PR9 100/4100 | |
| Hêza Çemandina Herî Zêde | KN | 1000 | 1000 | |
| Dirêjahiya Çemkirina Herî Zêde | mm | 3100 | 4100 | |
| Dûrahiya Stûnê | mm | 2700 | 3700 | |
| Kûrahiya qirikê | mm | 420 | 420 | |
| Lêdana Ramê | mm | 265 | 265 | |
| Bilindahiya Girtî | mm | 530 | 530 | |
| Nêzîkbûna Lezê | mm/s | 220 | 220 | |
| Leza Xebatê | mm/s | 17 | 13 | |
| Leza Vegerê | mm/s | 220 | 150 | |
| Hêza Motora Sereke | Kw | 15 | 11 | |
| Sîstema CNC | Pergala Holland Delem DA66T an DA52S an DA53T an T-3500T CNC ku axên Y1, Y2, X, R, Z1, Z2 û tacên mekanîkî kontrol dike. | |||
| Kapasîteya Tanka Petrolê | L | 350 | 500 | |
| X Pişt | Tamî | mm | ±0.1 | ±0.1 |
| Lêdan | mm | 500 | 500 | |
| Zûbûnî | mm/s | 400 | 400 | |
| Erk | Kw | 0.85 | 0.85 | |
| R Pişt | Tamî | mm | ±0.1 | ±0.1 |
| Lêdan | mm | 200 | 200 | |
| Zûbûnî | mm/s | 200 | 200 | |
| Erk | Kw | 0.85 | 0.85 | |
| Z1, Z2 Pişt | Tamî | mm | ±0.1 | ±0.1 |
| Lêdan | mm | 1850 | 2800 | |
| Zûbûnî | mm/s | 1200 | 1200 | |
| Erk | Kw | 0.75 | 0.75 | |
| Pîvana Kûrtê | Dirêjî | mm | 3450 | 4450 |
| Berî | mm | 1600 | 1600 | |
| Bilindî | mm | 2750 | 2710 | |
150T
| Taybetmendî | Yekbûn | PR9 150/3100 | PR9 150/4100 | |
| Hêza Çemandina Herî Zêde | KN | 1500 | 1500 | |
| Dirêjahiya Çemkirina Herî Zêde | mm | 3100 | 4100 | |
| Dûrahiya Stûnê | mm | 2700 | 3700 | |
| Kûrahiya qirikê | mm | 420 | 420 | |
| Lêdana Ramê | mm | 265 | 265 | |
| Bilindahiya Girtî | mm | 530 | 530 | |
| Nêzîkbûna Lezê | mm/s | 180 | 180 | |
| Leza Xebatê | mm/s | 11 | 11 | |
| Leza Vegerê | mm/s | 150 | 150 | |
| Hêza Motora Sereke | Kw | 15 | 15 | |
| Sîstema CNC | Pergala Holland Delem DA66T an DA52S an DA53T an T-3500T CNC ku axên X, Y1, Y2, R, Z1, Z2 û tacên mekanîkî kontrol dike. | |||
| Kapasîteya Tanka Petrolê | L | 440 | 600 | |
| Hejmara Tanka Petrolê | na. | 3 | 4 | |
| X Pişt | Tamî | mm | ±0.10 | ±0.1 |
| Lêdan | mm | 500 | 500 | |
| Zûbûnî | mm | 500 | 400 | |
| Erk | kw | 0.85 | 0.85 | |
| R Pişt | Tamî | mm | ±0.10 | ±0.1 |
| Lêdan | mm | 200 | 200 | |
| Zûbûnî | mm | 200 | 200 | |
| Erk | kw | 0.85 | 0.85 | |
| Z1, Z2 Pişt | Tamî | mm | ±0.10 | ±0.1 |
| Zûbûnî | mm | 1200 | 1200 | |
| Lêdan | mm | 1850 | 2800 | |
| Erk | kw | 0.75 | 0.75 | |
| Pîvana Kûrtê | Dirêjî | mm | 3470 | 4470 |
| Berî | mm | 1720 | 1720 | |
| Bilindî | mm | 2700 | 2710 | |
PR9 060
| Na. | Nav | Cins | Nîşan | |
| 1 | Sîstema CNC | Sîstema CNC ya DA66T/T-3500T/DA52S an DA53T | Hollanda DELEM | |
| 2 | Motora Servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA AN YASAKAWA | |
| 3 | Ajokarê Servoyê | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA AN YASAKAWA | |
| 4 | Sîstema Hîdrolîk | Sîstema elektro-hîdraulîk | Almanya Bosch-Rexroth an Almanya HOERBIGER | |
| Meclîsa kontrolkirina senkronîzasyonê | a. valva zextê | |||
| b. valva çalak | ||||
| c. servovalva rêjeyî û hwd. | ||||
| Meclîsa kontrolkirina hîdrolîk | a. valva kartuşê | |||
| b. valva zexta rêjeyî | ||||
| c. valva hilbijêr | ||||
| d. valva dekompresyonê ya rêjeyî | ||||
| e. valva zextê hwd. | ||||
| 5 | Rêbera xêzikî | 35A---760L AN 35E-760L | THK AN PMI | |
| 6 | Pêçek | 25/20-1000L an R25/20-880/1000 | THK AN PMI | |
| 7 | Pompeya rûnê | PGH3-2X/016RE071VU2 | Almanya Rexroth | |
| 8 | Komek tevahî ya zengila mohrkirinê di silindirê rûnê de | USA PARKER | USA PARKER | |
| 9 | Komeke temam a boriyên zexta bilind | 1.GE16 ZSR 3/4EDCF | PARKER a DYA, girêdana boriyê ya EO-2 an jî girêdana boriyê ya Almanya VOSS | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF hwd. | ||||
| 10 | Girêdan | R38 25/42 | Almanya KTR | |
| 11 | Têkilgirê AC | LC1-D1810B7, LC1-D0910B7N hwd. | Schneider | |
| 12 | Guhêrbarê nêzîkbûnê | TP-SM5P2 hwd. | TEND | |
| 13 | Serê termînalê | UK2.5B, UK10N hwd. | Phoenix | |
| 14 | Pişkov | XB2-BVB3LC hwd. | Schneider | |
| 15 | Wêne | Hollanda SIKKENS | ||
| 16 | Tacgirtin | Markaya neteweyî (standard) | SREE/YEKET | |
| 17 | Tacgirtin | Hatîye îtxalkirin (vebijarkî) | VÎLA | |
| 18 | Piştgirekî pêşiyê | rêzan | JFY | |
PR9 100
| Na. | Nav | Cins | Nîşan | |
| 1 | Sîstema CNC | Sîstema CNC ya DA66T an DA52S an DA53T an T-3500T | Hollanda DELEM | |
| 2 | Motora Servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA AN YASAKAWA | |
| 3 | Ajokarê Servoyê | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA AN YASAKAWA | |
| 4 | Sîstema Hîdrolîk | Sîstema elektro-hîdraulîk | Almanya Bosch-Rexroth an Almanya HOERBIGER | |
| Meclîsa kontrolkirina senkronîzasyonê | a. valva zextê | |||
| b. valva çalak | ||||
| c. servovalva rêjeyî û hwd. | ||||
| Meclîsa kontrolkirina hîdrolîk | a. valva kartuşê | |||
| b. valva zexta rêjeyî | ||||
| c. valva hilbijêr | ||||
| d. valva dekompresyonê ya rêjeyî | ||||
| e. valva zextê hwd. | ||||
| 5 | Rêbera xêzikî | 35A-760L AN 35E-760L | THK AN PMI | |
| 6 | Pêçek | 20/25-880/1000 AN R25/20-880/1000 | THK AN PMI | |
| 7 | Pompeya rûnê | PGH4-3X/032RE071VU2 | Almanya Rexroth | |
| IPVAP5-32 | Almanya VOITH | |||
| HQI3-32 | Almanya Eckerle | |||
| 8 | Komek tevahî ya zengila mohrkirinê di silindirê rûnê de | USA PARKER | USA PARKER | |
| 9 | Komeke temam a boriyên zexta bilind | 1.GE16 ZSR 3/4EDCF | PARKER a DYA, girêdana boriyê ya EO-2 an jî girêdana boriyê ya Almanya VOSS | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF hwd. | ||||
| 10 | Girêdan | R38 25/42 | Almanya KTR | |
| 11 | Têkilgirê AC | LC1-D1810B7, LC1-D0910B7N hwd. | Schneider | |
| 12 | Guhêrbarê nêzîkbûnê | TP-SM5P2 hwd. | TEND | |
| 13 | Serê termînalê | UK2.5B, UK10N hwd. | Phoenix | |
| 14 | Pişkov | XB2-BVB3LC hwd. | Schneider | |
| 15 | Wêne | KAILEDI | ||
| 16 | Tacgirtin | Markaya neteweyî (standard) | SREE/YEKET | |
| 17 | Tacgirtin | Hatîye îtxalkirin (vebijarkî) | VÎLA | |
| 18 | Piştgirekî pêşiyê | rêzan | JFY | |
PR9 150
| Na. | Nav | Cins | Nîşan | |
| 1 | Sîstema CNC | Sîstema CNC ya DA66T an DA52S an DA53T an T-3500T | Hollanda DELEM | |
| 2 | Motora Servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA AN YASAKAWA | |
| 3 | Ajokarê Servoyê | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA AN YASAKAWA | |
| 4 | Sîstema Hîdrolîk | Sîstema elektro-hîdraulîk | Almanya Bosch-Rexroth | |
| Meclîsa kontrolkirina senkronîzasyonê | a. valva zextê | |||
| b. valva çalak | ||||
| c. servovalva rêjeyî û hwd. | ||||
| Meclîsa kontrolkirina hîdrolîk | a. valva kartuşê | |||
| b. valva zexta rêjeyî | ||||
| c. valva hilbijêr | ||||
| d. valva dekompresyonê ya rêjeyî | ||||
| e. valva zextê hwd. | ||||
| 5 | Rêbera xêzikî | 35A-760L AN 35E-760L | THK AN PMI | |
| 6 | Pêçek | 20/25-880/1000 AN R25/20-880/1000 | THK AN PMI | |
| 7 | Pompeya rûnê | PGH4-3X/032RE071VU2 | Almanya Rexroth | |
| IPVAP5-32 | Almanya VOITH | |||
| HQI3-32 | Almanya Eckerle | |||
| 8 | Komek tevahî ya zengila mohrkirinê di silindirê rûnê de | USA PARKER | USA PARKER | |
| 9 | Komeke temam a boriyên zexta bilind | 1.GE16 ZSR 3/4EDCF | PARKER a DYA, girêdana boriyê ya EO-2 an jî girêdana boriyê ya Almanya VOSS | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF hwd. | ||||
| 10 | Girêdan | R38 25/42 | Almanya KTR | |
| 11 | Têkilgirê AC | LC1-D1810B7, LC1-D0910B7N hwd. | Schneider | |
| 12 | Guhêrbarê nêzîkbûnê | TP-SM5P2 hwd. | TEND | |
| 13 | Serê termînalê | UK2.5B, UK10N hwd. | Phoenix | |
| 14 | Pişkov | XB2-BVB3LC hwd. | Schneider | |
| 15 | Wêne | KAILEDI | ||
| 16 | Tacgirtin | Markaya neteweyî (standard) | SREE/YEKET | |
| 17 | Tacgirtin | Hatîye îtxalkirin (vebijarkî) | VÎLA | |
| 18 | Piştgirekî pêşiyê | rêzan | JFY | |
Frena Çapa CNC; frena çapa cnc; makîneya frena çapa cnc; frena çapa hîdrolîk a cnc; frena çapa cnc ji bo firotanê; frena cnc; frena pelê metal a hîdrolîk; makîneya frena çapa hîdrolîk a cnc; frena pelê metal a cnc frena çapa rast ji bo firotanê; frena metal a cnc; makîneya frena çapa; makîneya xwarkirina frena çapa hîdrolîk a cnc; makîneya frena çapa hîdrolîk
